


















USED, 42' TRIPULSE DUAL HOT WIRE GTAW PIPE CLADDING SYSTEM
Brand
ARC SPECIALTIES
Model
Type
Automated Welding Systems
Stock #
19704
Condition
Used
Year
2015
Location
Houston, Texas
United States
Specifications
Equipped With
NOTE: SPECIFICATIONS AS WRITTEN BY ARC SPECIALTIES
PIPE LENGTH CAPACITY: 42'
PROCESS: HOT WIRE GAS TUNGSTEN ARC WELDING
BASE MATERIAL: 4130
FILLER WIRE: 1/16"
MANUAL PART LOADING
MANUAL INITIAL TORCH POSITIONING
MANUAL PROCESS START
AUTOMATIC PROCESS STOP CONTROL
MANUAL PART UNLOADING
AUTOMATIC VOLTAGE CONTROL
VIDEO CAMERAS
PLC CONTROL
MAXIMUM PART O.D.: 15.98"
MINIMUM PART I.D.: 6"
ELECTRICAL: 480V / 3P / 60Hz
EQUIPMENT DETAILS:
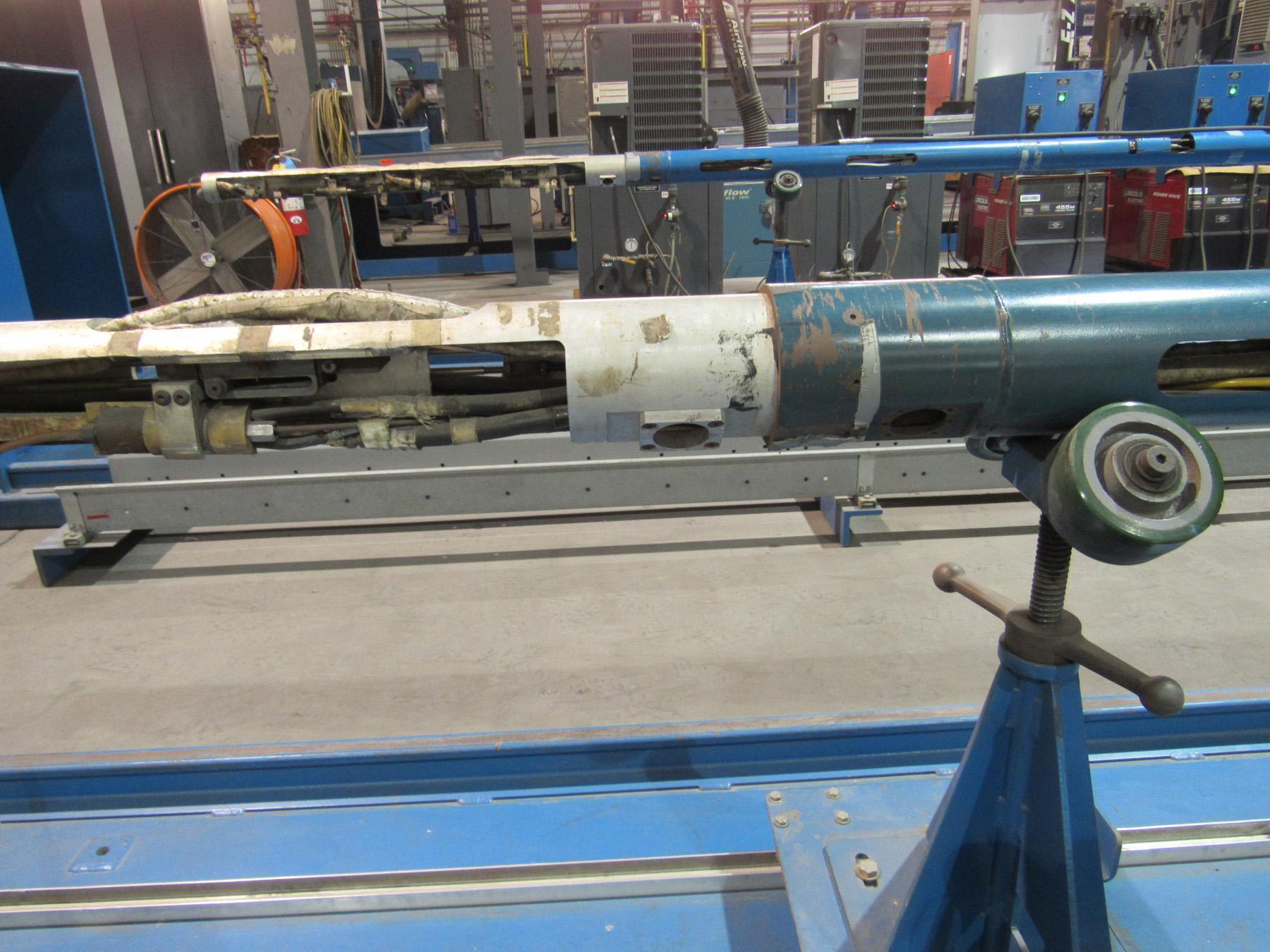
The TriPulse Cladding System is a PLC controlled horizontal cladding system that has the Tripulse software with data logging for each torch. The torch mount is a steel structure with precision guide ways to allow the torch carriage to move along while welding. The torch carriage has two hot wire gas tungsten arc torches with AVC linkage for each torch. The torch mount is secured to the machine cart that travels on a track to enter inside the part. The machine cart has some of the welding equipment mounted to it such as the wire feeders and wire spools. The part is rotated by turning rolls. The system has one driver turning roll assembly that is stationary and connected to the torch support base. The torch support base has a mating cut out that the torch mount drives into to steady and support itself while the torch carriage travels through the part during the welding process. The torch support base also has an end stop roller to prevent walking of the housing. The idler roller assembly is adjustable along a track for different lengths. The electrical enclosure and welding equipment is placed beside the machine for accessibility.
TRIPULSE CONTROL SYSTEM:
PIPE LENGTH CAPACITY: 42'
PROCESS: HOT WIRE GAS TUNGSTEN ARC WELDING
BASE MATERIAL: 4130
FILLER WIRE: 1/16"
MANUAL PART LOADING
MANUAL INITIAL TORCH POSITIONING
MANUAL PROCESS START
AUTOMATIC PROCESS STOP CONTROL
MANUAL PART UNLOADING
AUTOMATIC VOLTAGE CONTROL
VIDEO CAMERAS
PLC CONTROL
MAXIMUM PART O.D.: 15.98"
MINIMUM PART I.D.: 6"
ELECTRICAL: 480V / 3P / 60Hz
EQUIPMENT DETAILS:
The TriPulse Cladding System is a PLC controlled horizontal cladding system that has the Tripulse software with data logging for each torch. The torch mount is a steel structure with precision guide ways to allow the torch carriage to move along while welding. The torch carriage has two hot wire gas tungsten arc torches with AVC linkage for each torch. The torch mount is secured to the machine cart that travels on a track to enter inside the part. The machine cart has some of the welding equipment mounted to it such as the wire feeders and wire spools. The part is rotated by turning rolls. The system has one driver turning roll assembly that is stationary and connected to the torch support base. The torch support base has a mating cut out that the torch mount drives into to steady and support itself while the torch carriage travels through the part during the welding process. The torch support base also has an end stop roller to prevent walking of the housing. The idler roller assembly is adjustable along a track for different lengths. The electrical enclosure and welding equipment is placed beside the machine for accessibility.
TRIPULSE CONTROL SYSTEM:
ARC Voltage Control AVC integrated for each torch unit
Constant Surface Speed Control of part rotation
High frequency hardened control system and components
Industrial PLC Control Unit
LCD Color Display Touch Screen with Graphical User Interface and Multiple Language Capability
Part rotation and slide position display
Program Teach Capability
Simplified operation including default-welding parameters, Torch position teach function, and English prompting for operator input
Storage of 20 sets of welding parameters.
Torch Position command and display
Turning Rolls and Torch Carriage interface capability
Welding Amperage preset & actual
Welding amperage ramp control
Welding Pulse Control
Welding Voltage, preset & actual
Welding Wire Speed Control and Synchronizing
Welding Wire Speed ramping
Remote Diagnostic Capability
Electrical Enclosure
(2) Tri-Pulse Technology capability
MACHINE MOUNTING BASE:
Skid mounting base frame for track, cart, torch support, and headstock
Twin Rail with center mounted rack and pinion drive system
Adjustable height torch support with top roller
Adjustable height pipe jack support with top roller (free standing)
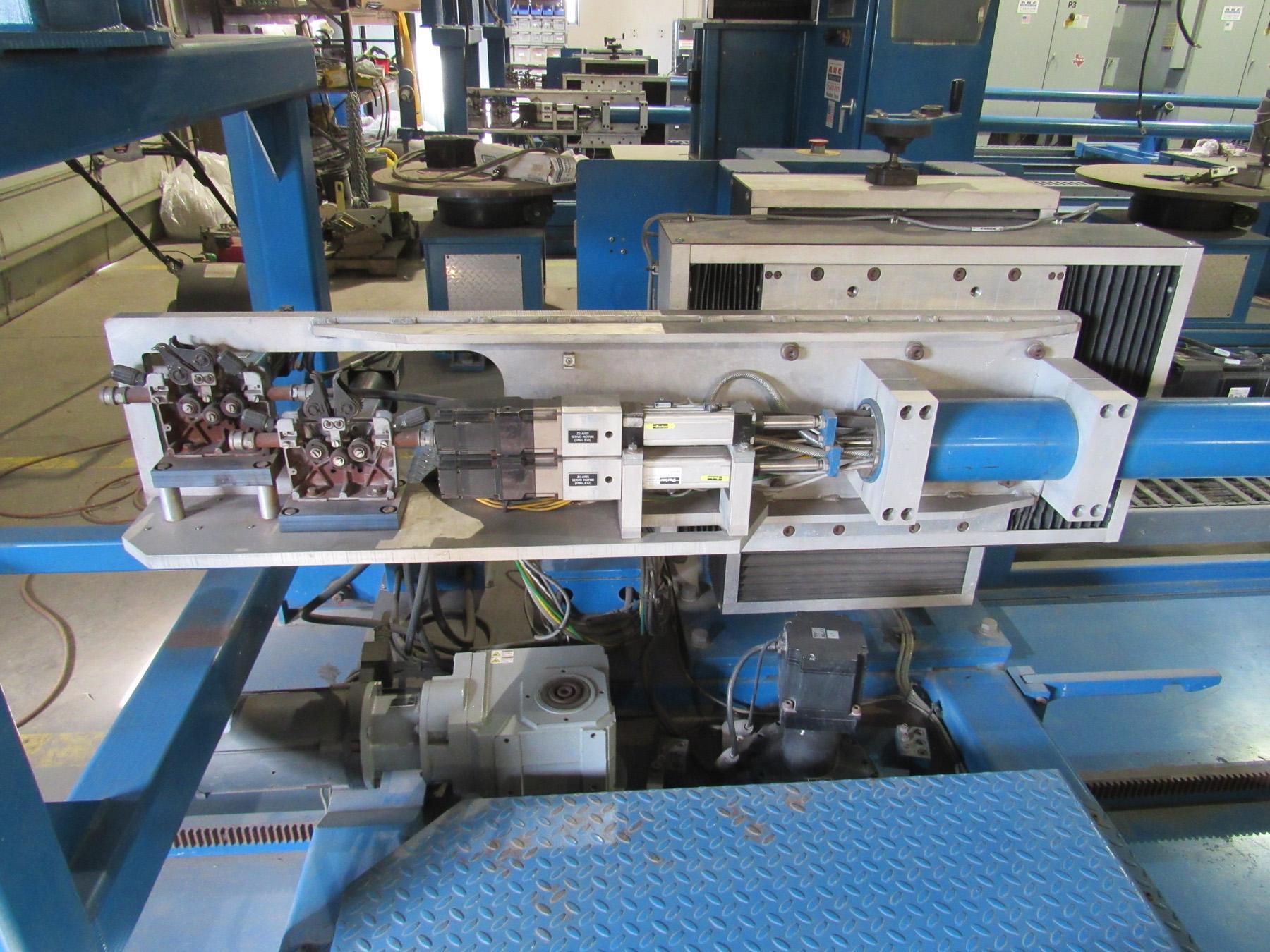
TORCH MOUNT CART:
Motorized Torch Carriage, dual motor design with 2 speed ranges and w/ 20' or 42' of Travel
(2) Wire Spool braking capability added
(2) Wire Spool Size: 250 lbs.
HEADSTOCK ASSEMBLY:
Electrical Enclosure
(2) Tri-Pulse Technology capability
MACHINE MOUNTING BASE:
Skid mounting base frame for track, cart, torch support, and headstock
Twin Rail with center mounted rack and pinion drive system
Adjustable height torch support with top roller
Adjustable height pipe jack support with top roller (free standing)
TORCH MOUNT CART:
Motorized Torch Carriage, dual motor design with 2 speed ranges and w/ 20' or 42' of Travel
(2) Wire Spool braking capability added
(2) Wire Spool Size: 250 lbs.
HEADSTOCK ASSEMBLY:
Headstock Unit, 3/4 horsepower, variable speed from 0.3 to 3 RPM, 15.98" I.D. spindle bearing, bolt circle mounting pattern
3-Jaw chuck, plain back, self centering scroll chuck, 2 piece jaws, semi-steel body, 15.98" thru-hole, 1 set of hard jaws, mounting plate adaptor
WELDING EQUIPMENT:
(2) ARC Hot One 150 amp hot wire power supply, 480 Volts AC, 1 Phase, 60 Hertz
(2) ARC Starter
(2) 460 amp DC CVCC Inverter Power Source, 460 Volts AC, 3 Phase, 60 Hz
(2) MIG 35HD-EH11 Wire feed motor with 4-roll drive
(2) Chiller Units
WELDING EQUIPMENT:
(2) ARC Hot One 150 amp hot wire power supply, 480 Volts AC, 1 Phase, 60 Hertz
(2) ARC Starter
(2) 460 amp DC CVCC Inverter Power Source, 460 Volts AC, 3 Phase, 60 Hz
(2) MIG 35HD-EH11 Wire feed motor with 4-roll drive
(2) Chiller Units
(2) Water Cooled Cables
(2) Water Cooled Torches
(2) Water Cooled Wire Guide Conduits
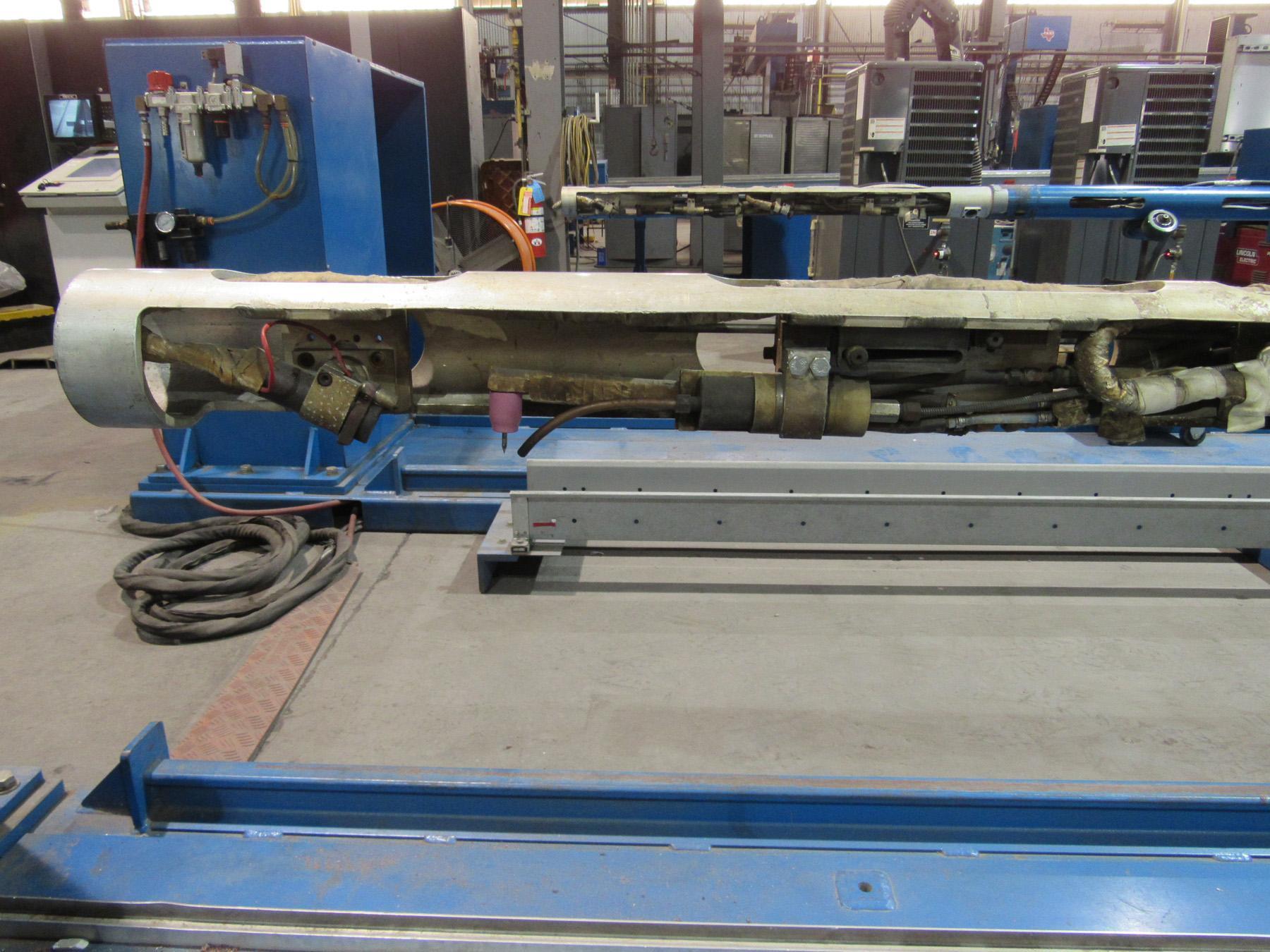
42' Torch Body with 2 Hot Wire GTAW Water Cooled Torches
Cooling Ring
VIDEO MONITORS AND CAMERAS:
(2) CCTV Remote Welding Monitoring System, 12 mm diameter camera, remote iris and focus, cooling, mini integral xenon light, 1/4-20 mount, integral UV cut and ND filter, spot filter, 1.00" diameter x 3.2" length
(2) CCTV Control console with 5" LCD (to include SVHS and composite video outputs), 105' control cable, 1O m video cable, 75' SVHS cable, CCU, controller housing
(2) Water Cooled Torches
(2) Water Cooled Wire Guide Conduits
42' Torch Body with 2 Hot Wire GTAW Water Cooled Torches
Cooling Ring
VIDEO MONITORS AND CAMERAS:
(2) CCTV Remote Welding Monitoring System, 12 mm diameter camera, remote iris and focus, cooling, mini integral xenon light, 1/4-20 mount, integral UV cut and ND filter, spot filter, 1.00" diameter x 3.2" length
(2) CCTV Control console with 5" LCD (to include SVHS and composite video outputs), 105' control cable, 1O m video cable, 75' SVHS cable, CCU, controller housing
(2) CCTV Camera Replacement Spatter Shields
Data Logging Dual Head
Data Logging Dual Head